
SA2000B锁芯弹簧自动装配系统
SA2000B锁芯弹簧自动装配系统
SA2000B锁芯弹簧自动装配系统是杭州谱诚泰迪实业有限公司自主研发的新一代锁芯装配流程自动化设备,该设备主要应用于汽车、摩托车、电动车车锁以及家具锁等锁芯的弹簧装配工序的自动化。它通过备簧、下簧、分发、吹入等一系列动作完成锁芯弹簧的自动装配...
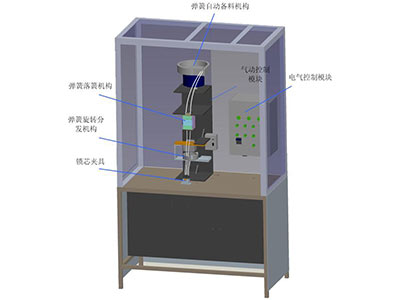
系统模块 Ø 弹簧自动备料机构Ø 电气控制模块Ø 气动控制模块Ø 弹簧落簧机构Ø 弹簧旋转分发机构Ø 锁芯夹具
 系统参数: Ø 可以分别装配5、6、7、8孔五种锁芯Ø 每把锁芯弹簧装配时间:3s~5sØ 设备尺寸:1.1m×0.55m×1.8mØ 设备重量:90KGØ 供电电压:AC 220V,50Hz,1.5AØ 压缩空气:0.3±0.02Mpa
系统参数: Ø 可以分别装配5、6、7、8孔五种锁芯Ø 每把锁芯弹簧装配时间:3s~5sØ 设备尺寸:1.1m×0.55m×1.8mØ 设备重量:90KGØ 供电电压:AC 220V,50Hz,1.5AØ 压缩空气:0.3±0.02Mpa
系统使用化境: Ø 环境温度:-20°~ +70°Ø 相对湿度:0% ~ 90%Ø 大气压力:80KPa ~ 110KPaØ 工作位置:水平
安全须知 Ø 安装和调试前,请认真仔细阅读本手册Ø 确保电源安全接地并符合产品本手册上的电压范围及技术要求Ø 设置系统控制参数或进行保养维修工作应由受过相关培训的专业人员来完成Ø 拧紧所有紧固件,以防止生产作业时因振动而引起系统机构的偏斜或脱落等异常现象Ø 为避免发生电气短路情形,请务必将所有没用到的螺丝以及其它零件收好,不要遗留在电气控制箱内部Ø 在进行以下操作时必须先断开系统电源:安装机器时,在电气控制箱中插拔任何连接插头时,机器休息不用及维修时,Ø 安装电气控制箱时必须正确的接地,如果所提供电源为两芯不带地线的则应从设备中引一条线作为地线与地相连,若电源使用的是三芯带接地线的则可不用再引线。 系统工作原理
系统模块简介: 1. 弹簧自动备料机构:包括振动料斗和振动控制器1) 振动料斗用于排序整堆的弹簧,使弹簧一个一个有序的从两个出口处振出,从而形成两条有序梯队的弹簧进入落簧机构中。振动料斗中的弹簧量最佳高度为4cm。2) 振动控制器采用智能稳压振动控制器,其具有自动识别不同的电压模式,是控制器工作在不同的模式下从而确保了给料系统的安全工作,并且在电源发生变化时能迅速自动调节输出从而保证振动盘的恒定给料速度。本控制器具有线性电压调节功能,具有良好的操作性,同时还具有过流、短路和过热保护功能使之更好的保护振动设备。 3)操作时首先将开关拨到开的状态,状态指示灯显示红色,控制器处于半状态,非特殊情况一般不采用全状态,调节输出电压旋钮,调至50左右,视现场具体情况而定,一般介于25 ~ 75之间为最佳值
2. 弹簧落簧机构: 落簧部件主要完成由振动料斗形成的弹簧链进行逐个分开并吹入下一个工作环节,其通过两个气缸的相互协调工作来达到分开弹簧的功能,落簧部件前部采用透明的塑料盖板,其方便了正常工作中的察看,以及可以方便的排除故障。
3. 弹簧旋转分发机构:主要包括分发盘和分发底盘两个部分 弹簧旋转分发机构主要通过电机控制分发盘的旋转来实现不同锁芯弹簧孔数的装配,分发盘中有两个固定通道,分发底盘具有九个通道,对于不同的锁芯弹簧孔数只需在分发底盘相应孔中插入管道即可,分发底盘中安装光纤传感器从而来定位复位原点,分发盘上分别安装了1#和2#限位开关用于限制分发盘的超程旋转,
4. 锁芯夹具: 锁芯夹具用于固定锁芯,锁芯夹具上部具有和锁芯相同的开孔位置,只需从弹簧旋转分发机构中的管子和锁芯夹具上的管子相连接即可。锁芯夹具为可拆卸式的,对于不同的锁芯只需换上相应的锁芯夹具即可,大大提高了系统的可移植性和便携性。
5. 电气控制模块:包括电气控制箱和桌面按钮两部分 电气控制模块主要完成功能设置、生产操作和状态显示,功能设置主要完成弹簧装配数的设置和基准孔的设置两大部分;生产操作中包含了系统的启/停和复位,以及完成控制电机的正反转和落簧机构中四组气缸的控制;状态显示中主要包含了上电指示、运行指示和设置状态指示。为了提高生产效率在桌面锁芯夹具边安装了一个启动/暂停按钮,最大程度化地减少因人工操作而增加的装配时间,电气控制模块整体功能设置简单操作便携大大提高了生产效率。
1. 按钮分布如图所示:
2. 按键功能定义:
按钮位置按钮名称功能定义1电源系统电源状态显示2运行系统运行状态显示3设置系统设置状态显示4启/停系统启动和暂停功能5复位系统复位初始化功能6前/微进按一次分簧盘正方向转过两个孔,在设置状态下前进一微步7后/微退按一次分簧盘反方向转过一个孔,在设置状态下后退一微步81#控制1#电磁阀的吸合和1#气缸的伸缩
按钮位置按钮名称功能定义92#控制2#电磁阀的吸合和2#气缸的伸缩103#控制3#电磁阀的吸合和3#气缸的伸缩114#控制4#电磁阀的吸合和4#气缸的伸缩12电源开关系统总电源开关13C1与C2共同控制弹簧孔数的选择14C2与C1共同控制弹簧孔数的选择
6. 气动控制模块: 气动控制模块完成弹簧落簧机构中的气缸运动和吹簧部分
参数设置 1. 弹簧安装孔数设置:弹簧安装孔数的选择通过在控制箱面板上C1和C2的状态选择来控制的,其对应列表如下图所示,设置完成后在下一次系统运行时立即有效。
状态选择锁芯弹簧安装孔数C1C2OFFOFF5孔ONOFF6孔OFFON7孔ONON8孔
2. 基准孔设置Ⅰ.基准孔增量设置:设置→ 微调(微进/微退)→ 设置按电气控制箱面板上设置按钮后,设置按钮指示灯显示亮状态,通过肉眼观察上下分发盘第一、二个孔是否完全对中,若完全对中则跳过基准孔的设置,若有偏差则按电气控制箱面板上的前/微进和后/微退按钮进行调整,对中之后按设置按钮,设置按钮灯熄灭,设置完成。Ⅱ.恢复基准孔增量设置:设置→复位→ 设置按电气控制箱面板上设置按钮后,设置按钮指示灯显示亮状态,按电气控制箱面板上的复位按钮,然后再按设置按钮,设置按钮灯熄灭,设置完成。
操作流程: 1. 插上电气控制箱和振动控制器的电源插座2. 上拨电气控制箱中的空气开关使电气控制箱上电,电源按钮红色显示3. 设置弹簧安装孔数和基准孔,并将锁芯夹具和分发底盘间的相应位置孔用管子连好4. 打开气路开关使系统气路处于通气状态,三联件中的气压表调整为0.3Mpa,系统气路各接口处没有漏气现象,1#、		2#、3#、4#气缸处于伸状态5. 分别按电气控制箱面板上的1#、2#、3#、4#按钮,检查落簧部件中1#、2#、3#、4#气缸以及相对应的电磁阀能否 正常运行,在按的过程中伴随着电磁阀的吸合声和气缸的来回运动则正常6. 清洗振动料斗,完后向振动料斗内部加入弹簧,而且加入的弹簧最好是比较松散的弹簧
7. 将振动控制器开关按到开状态,调节输出电压旋钮使振动台处于最佳振动状态8. 等待振动料斗和落簧机构间的管子里装满弹簧9. 接着将锁芯插入锁芯夹具,锁芯插到底后按桌面的按钮或者电气控制箱上的启动/暂停按钮开始进行装配10. 取出装配好的锁芯,并安放到相应储放工件上
常见问题及解决方法:
状况原因解决措施弹簧卡死在分换部件中启动时分簧盘没处于复位原点按复位按钮,待复位到位后再开始工作基准孔没设置对中重新设置基准孔分发盘动不了复位时现分簧盘顶到1#限位开关先按面板上的反转按钮,然后进行重新复位分簧盘过程顶到2#限位开关运行状态中应先按面板上的启动/暂停按钮,使系统处于暂停的状态,先按两下正转按钮再按复位按钮,待复位到位后再开始正常工作弹簧卡在管子中间管子太脏换新管子
状况原因解决措施振动料斗出口不出弹簧或出簧量少振动料斗内部弹簧量不足加弹簧振动料斗内部轨道表面太脏清洗振动料斗内部有脏东西或者搅一起的弹簧堵住用手或者镊子将其拨掉即可内部弹簧基本处于搅合状态换新的弹簧弹簧卡在落簧塑管和落簧机构之间落簧塑管和落簧机构没有垂直对中将管子拔出重新垂直插入落簧机构中到底管子端口出现小毛刺将弹簧卡住将管子端部用刀平切掉一小段弹簧卡在落簧机构的两针之中由于弹簧弯曲或者搅合的弹簧进入落簧机构中拧掉落簧机构前面的塑料盖板用镊子将弹簧夹出
保养与维修: 设备要做到定期检查和定期维护每个工作日开始前需对振动料斗内部的油污和颗粒状物进行清洁定期检查紧固件是否有松动,定期清洗落簧机构塑料盖板内部的赃物气源处理三联件中油雾器中油的量一般应控制在10% ~ 35%,少于5%时应及时加油(润滑油ISO VG32或同级用油)。
3. 弹簧旋转分发机构:主要包括分发盘和分发底盘两个部分 弹簧旋转分发机构主要通过电机控制分发盘的旋转来实现不同锁芯弹簧孔数的装配,分发盘中有两个固定通道,分发底盘具有九个通道,对于不同的锁芯弹簧孔数只需在分发底盘相应孔中插入管道即可,分发底盘中安装光纤传感器从而来定位复位原点,分发盘上分别安装了1#和2#限位开关用于限制分发盘的超程旋转,
按钮位置按钮名称功能定义1电源系统电源状态显示2运行系统运行状态显示3设置系统设置状态显示4启/停系统启动和暂停功能5复位系统复位初始化功能6前/微进按一次分簧盘正方向转过两个孔,在设置状态下前进一微步7后/微退按一次分簧盘反方向转过一个孔,在设置状态下后退一微步81#控制1#电磁阀的吸合和1#气缸的伸缩
按钮位置按钮名称功能定义92#控制2#电磁阀的吸合和2#气缸的伸缩103#控制3#电磁阀的吸合和3#气缸的伸缩114#控制4#电磁阀的吸合和4#气缸的伸缩12电源开关系统总电源开关13C1与C2共同控制弹簧孔数的选择14C2与C1共同控制弹簧孔数的选择
状态选择锁芯弹簧安装孔数C1C2OFFOFF5孔ONOFF6孔OFFON7孔ONON8孔
状况原因解决措施弹簧卡死在分换部件中启动时分簧盘没处于复位原点按复位按钮,待复位到位后再开始工作基准孔没设置对中重新设置基准孔分发盘动不了复位时现分簧盘顶到1#限位开关先按面板上的反转按钮,然后进行重新复位分簧盘过程顶到2#限位开关运行状态中应先按面板上的启动/暂停按钮,使系统处于暂停的状态,先按两下正转按钮再按复位按钮,待复位到位后再开始正常工作弹簧卡在管子中间管子太脏换新管子
状况原因解决措施振动料斗出口不出弹簧或出簧量少振动料斗内部弹簧量不足加弹簧振动料斗内部轨道表面太脏清洗振动料斗内部有脏东西或者搅一起的弹簧堵住用手或者镊子将其拨掉即可内部弹簧基本处于搅合状态换新的弹簧弹簧卡在落簧塑管和落簧机构之间落簧塑管和落簧机构没有垂直对中将管子拔出重新垂直插入落簧机构中到底管子端口出现小毛刺将弹簧卡住将管子端部用刀平切掉一小段弹簧卡在落簧机构的两针之中由于弹簧弯曲或者搅合的弹簧进入落簧机构中拧掉落簧机构前面的塑料盖板用镊子将弹簧夹出

上一个:
WVM2000风机振动检测系统
下一个:
没有了
